廊坊科磊電氣設備有限公司
聯系人:李法強先生(經理)
電話:13931678965
傳真:0316-7966677
網址:www.aodkq.cn
地址:中國河北文安縣新鎮鎮蘆
阜莊村富民街6區9號
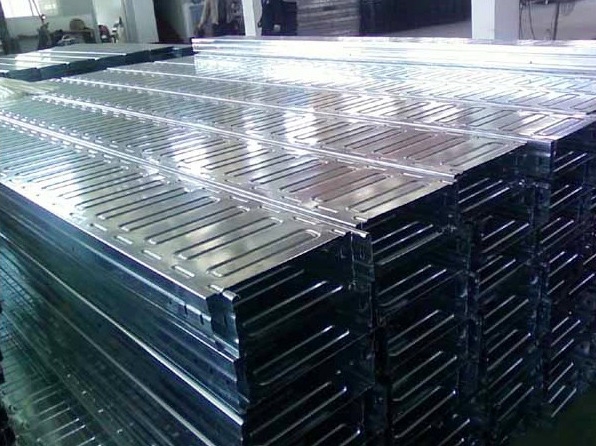
鋁合金電纜橋架作為一種新型建筑結構材料,具有重量輕、比強度高、耐腐蝕、安全防火、運輸施工方便沒管、使用壽命長以及回收價值高等諸多獨特優點,在工程領域中具有廣泛的應用。鋁合金電纜橋架的厚度多為U1mm左右。
隨著橋架需求量日益增加,對外觀、尺寸和性能提出了更高的要求。在某些承載結構中,需要厚規格的橋架才能滿足工程需求。當前,橋架的成型有輥彎和沖壓成型等方式,輥彎成型工藝占統領地位。

鋁合金電纜橋架輥彎成型是板材在冷狀態下經縱向連軋成型機連續彎曲而成的工藝。其成型特點是變形前后板帶的厚度不變;成型后各部中性線展開長度等于原板寬度;成型過程中,彎曲的部分在彈性變形同時,也伴隨著塑性變形和加工硬化。橋架輥彎成型工藝主要有2種:
順序成型法:先從中間波紋按順序像邊緣波紋逐漸成型,或是先從邊部波紋再像中間波紋逐漸成型。其特點是坯料寬度計算簡單,輥子的安裝和調試方便,成型時所需的力比較小。但機架數相對要求比較多。
同時成型法:斷面上的波紋同時成型,其特點是能用較少的成型道次獲得較終的成品,但需要準確計算坯料的寬度,對成型機組要求有較高的安裝精度;同時,由于彎曲處發生金屬硬化,成型所需的力較大,成型輥磨損比較嚴重,橋架厚度的增加給成型設備和工藝帶來了一些困難,如:成型所需的力大幅增加,彎曲成型過程中板材橫向位移較大,上下成型軋輪彎曲半徑需要更多考慮與材料彎曲性能匹配等。如果成型工藝不合理,則容易產生各種缺憾。
因此,厚規格電纜橋架生產廠家對連軋機的設備能力提出了較高要求,并且需要合理設計輥彎生產工藝。孔型彎曲半徑的設計需要充分考慮板材的變形特點和板材成型能力,以減少角部開裂等缺陷的產生。